01/01/18
De-Ice Boot Maintenance 101: The Why and How of Pneumatic De-ice Boot Care and Repair
WHITE PAPER
By Jerry Hansard and Ken Heath
While maintaining a plane’s airworthiness involves complex electronic and mechanical systems, it also requires attention to seemingly simple inspection and maintenance routines. One of the systems requiring vigilance is the pneumatic de-ice boots found on a wide variety of general aviation and business aircraft and regional carrier turboprops.
Unlike engines and other mechanical systems – where maintenance is often scheduled based on flight hours – de-ice boots can be subject to wear or damage whether an aircraft is in the air, on the tarmac, or even in a hangar. This means the boots used in pneumatic de-icing systems require ongoing attention and care.
The most constant threat to the boots is ozone, which can cause neoprene (a popular synthetic rubber boot material) to crack along exposed or stretched surfaces. A plane doesn’t have to be in the sky to be exposed to ozone; ozone is everywhere. Even “normal” air can have up to 0.01 ppm of ozone, but the presence of electrical equipment or lighting, both of which abound at airports and in hangars, can increase ozone exposure.
In addition to ozone, de-ice boots are subject to in-flight risks like storm damage and contact with debris or birds, plus on-the-ground accidental damage due to bumps and pokes by people, objects, and even other planes. Taken together, it’s easy to see why maintenance technicians at service centers and FBOs need to pay careful attention to boot inspection and preventive maintenance, along with repairs or replacement as needed.
Invented by B.F. Goodrich more than 80 years ago, pneumatic de-ice boots and their method of operation haven’t changed significantly, but their performance and longevity have been gradually enhanced through the use of newly engineered materials and manufacturing methods. While a high percentage of today’s de-ice boots are still made from the familiar black neoprene, boots are also available in an engineered polymer called Estane®, and in a silver-colored urethane material that offers better aesthetics and durability. Regardless of brand or materials, pneumatic boots continue to be popular for small- and medium-sized aircraft due to their low cost of ownership, low weight, low energy burden, and dependable performance.
When properly installed, maintained, and operated, the function of de-ice boots is to help maintain control of an aircraft under icing conditions. A critical factor in maintaining this performance is a regular schedule of inspection, repair, and/or replacement. Although typical neoprene boots last from three years to even a decade or more with proper care, the best time to detect problems with de-ice boots is on the ground.
Inspection
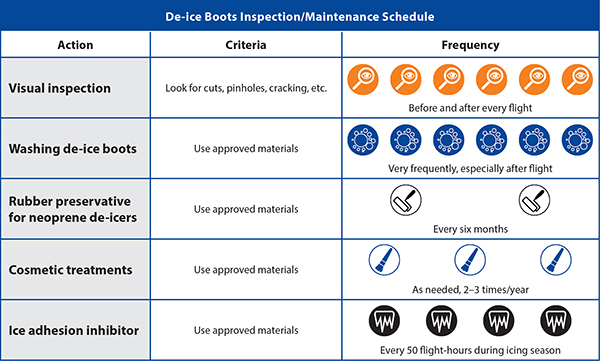
De-ice boot inspections should be performed before and after every flight. As a first step after landing, wash the boots with mild soap and warm water to remove insects and other debris before it dries. After boots are cleaned and dried, perform a visual inspection for damage of any kind. It is relatively easy to detect even minor surface imperfections by looking along the length of the boot’s leading edge under a good reflecting light source.
While pilots or aircraft owners may perform visual inspections, it is common and often prudent to have de-ice boots inspected by an FAA-certified technician who holds an Airframe and/or Powerplant (A&P) certificate – especially if remedial action, such as corrosion repair, is needed. Following are types of de-ice boot wear and tear often encountered during inspections.
Abrasions or erosion: Abrasions can occur from accidental damage during storage or maintenance, in prop-wash areas, or during high-speed flight in dust-prone regions. Mild abrasions or erosion can be treated to restore boots to a serviceable condition, but surface damage that exposes stitch-line threads or allows excessive air leakage will require removing and replacing the entire de-ice boot.
Cracking: Contrary to popular belief, cracking is not caused by UV light but by ozone. As already mentioned, cracks in neoprene rubber are generally caused by an accumulation of ozone damage over time. Boots without proper surface conditioning treatments can crack even if hangared. Excessive cracking mandates removing and replacing de-ice boots. Also, don’t confuse surface cosmetic treatments with conditioning treatments, as they may not provide any protection from ozone damage. Aside from neglecting proper maintenance, using unauthorized solvents, adhesives, waxes, or polishes can also cause an entirely different type of surface damage. For instance, waxes and polishes not endorsed by the manufacturer can themselves crack due to the typical harsh conditions to which aircraft are exposed. This type of surface cracking, no matter how minimal, may actually increase ice accretion, as the cracks create anchor points for ice to bond to. The best advice is to follow the manufacturer’s recommendations and maintenance manuals.
Pinholes: Generally defined as holes 1/16 inch or less in diameter, pinholes can be common occurrences on de-ice boots. The holes are not caused by physical damage, but by the discharge of static electricity that builds up on the boot’s leading edge during flight. If pinholes have occurred but are not too numerous, the holes can be repaired. Goodrich’s pinhole repair kit (P/N 74-451-AE) consists of a two-part adhesive; the application of the adhesive results in a controlled amount of material that repairs the displacement of the static discharge and is aesthetically pleasing. Installing a boot with a conductive edge sealer that properly grounds the boot to the metallic wing can reduce or eliminate pinholes.
Cuts and tears: Usually caused by foreign object debris (FOD), cuts and tears can be repaired if they are small and widely dispersed. There is an upper limit to both the size of a repair patch, and the number of repairs that can be made in a given area. Damage that exceeds these limits requires boot replacement. Also, if boot damage results in a cut or broken stitch line, then the boot must be replaced.
Delamination and debonding: Raised or swollen areas of a boot may indicate delamination between the internal fabric and the rubber boot layers. Alternatively, raised areas may indicate the boot has debonded from the wing’s surface due to adhesive failure (due to unapproved thinning or improper application) or improper installation. Both delamination and debonding can be caused by water or fuel getting trapped between the boot and the wing, leading to corrosion of the aircraft’s metal skin. Debonding can also occur if boots are installed over a faulty fuel-tank seam in wet-wing applications. If delamination or debonding are found, the de-ice boot must be removed, the underlying corrosion repaired, and a new boot installed.
Air leaks: Whatever their cause, air leaks prevent de-ice boots from operating at optimum efficiency, which can in turn damage the entire de-icing system. Because the boots operate under a vacuum when in normal flight, leaks allow moisture to be drawn into the boot and potentially into the system’s control valves, creating a risk of system operation damage. Before inspecting for leaks, boots should be inflated to operating pressure. It is often possible to hear or feel the air leaks during inspection, but a tried-and-true technique is to simply brush a mixture of mild soapy water over the inflated boot and look for bubbles.
Preventive Maintenance
While physical damage to pneumatic de-ice boots can happen at any time, most age-related deterioration affecting longevity or reducing de-icing performance can be forestalled by proper preventive maintenance. In addition to frequent cleaning and inspection, regular preventive maintenance consists largely of using manufacturer-approved care products and boot treatments. These treatments protect the neoprene from ozone damage, reduce cosmetic UV fading on both neoprene and Estane boots, or even enhance the release of ice from the boot during operation.
Approved cleaning agents: Among the approved cleaning agents for all types of de-ice boots are mild soap and water, a mixture of one part 5 percent vinegar to one part water, a mixture of one part household ammonia to one part water, or a proprietary cleaning agent such as Goodrich Aerospace Cleaner™ (P/N 74-451-238) or equivalent.
Neoprene rubber preservative: When applied every six months, a rubber preservative offers good protection from weathering, ozone, and UV rays, which helps extend the useful life and performance of the de-ice boot. Rubber preservatives soak into the rubber, rather than coating the boot surface, and are not to be confused with a cosmetic or UV treatment. Wipe on a manufacturer-recommended preservative such as Goodrich AgeMaster® No. 1 (P/N 74-451-127) after masking off the boot to prevent staining adjacent surfaces.
High-luster cosmetic treatment: To maintain a like-new appearance, coat de-ice boots with the solution recommended by the boots manufacturer two or three times per year. Before recoating, be sure to remove any residual treatments with the recommended cleaner.
UV and dust protectant: When applied as needed, a water-based cosmetic coating such as Goodrich Aerospace Protectant™ (P/N 74-451-237) or an equivalent recommended by the boot manufacturer can make the de-ice boot resistant to dust, soiling, and staining, and also help minimize UV-caused slow fade.
Ice adhesion inhibitor: This coating enhances performance by lowering the adhesion strength between ice and the surface of de-ice boots. Wipe on a thin coat of the manufacturer-recommended ice adhesion inhibitor every 50 flight hours during the icing season.
Conclusion
A program of frequent inspections and regular maintenance is critical to the proper performance of pneumatic de-ice boots and their contribution to overall flight safety. By identifying problems early and effecting immediate repairs or boot replacement, the airworthiness of the aircraft can be assured. Always follow boot manufacturer’s recommendations in terms of procedures and products. And be sure to maintain careful records of inspections, maintenance, and repairs in accordance with FAA regulations.
Jerry Hansard, senior product engineer, has 31 years’ service with UTC Aerospace Systems (Goodrich Corporation). He has extensive background in manufacturing and fabrication of metallic, composite, and elastomeric materials. Jerry frequently advises the Goodrich Business Development group on all on-aircraft de-icing components and specialty heated products.
Ken Heath, business development manager, has nine years’ service with UTC Aerospace Systems (Goodrich Corporation), having responsibility for regional, business, and general aviation aftermarket de-icing and specialty heated products. Ken works with OEM, distribution, and end-use customers globally to identify and fulfill customer needs, conduct training and participate in industry events as a subject-matter expert.